A few words
PPAP
Production Part approval Process
What is PPAP?
PPAP is an acronym for Production Part Approval Process.
“The purpose of PPAP is to determine if all customer engineering design records and specifications are properly understood by the organisation, and that the manufacturing process has the potential to produce products consistently, meeting these requirements during an actual production run, at the quoted production rate.“
AIAG Production Part Approval Process (PPAP) Version 4 March 1st 2006
It is used in the Automotive Industry supply chain to establish confidence in component suppliers and their production processes.
The PPAP package is a series of documents which are formally approved by the supplier and customer.
The form that summarizes this package is called a PSW (Part Submission Warrant).
PPAP Checklist for use with Production Part Approval Procedure
| Order | PPAP Requirements | Level 1 | Level 2 | Level 3 | Level 4 | Level 5 | Required documents. | Additional comments and clarification. |
|---|---|---|---|---|---|---|---|---|
| 1 | Design Records | X | X | V | X | Product drawing. | Clear and concise. Current version of product drawings that include clear part references and dimensions. | |
| 2 | Engineering Change Documents, if any | X | V | V | Engineering change documents. | Any documents that record changes, which are not reflected in the current drawing. | ||
| 3 | Customer Engineering Approval, if required | Draft Design Record. | Interim approval shall be established prior to production trials. Production trials shall identify where design changes are required The design shall be approved by the customer following production trials. The design record/ drawing shall become controlled following approval. | |||||
| 4 | Design FMEA | V | V | V | DFMEA. | Critical or high impact product characteristics identified during Design Failure Mode Effect Analysis. They shall be addressed during subsequent PFMEA and Control Plan. | ||
| 5 | Process Flow Diagrams | X | V | X | Process Flow controlled documents. | Identify all manufacturing process stages including all process inspections and tests and reviews. | ||
| 6 | Process FMEA | X | V | X | PFMEA. | Process Failure Mode Effect Analysis must match Process Flow Chart, Control Plan and address all characteristics. PFMEA must be signed off by customer. | ||
| 7 | Control Plan | X | X | V | X | Control Plan or equivalent. | Must relate directly to Flow Chart and FMEA and illustrate the entire process identify In-Process check points. | |
| 8 | Measurement Systems Analysis | V | X | V | X | Gauge R&R or equivalent. | Critical or high impact product characteristics shall be subject to Gauge R&R studies. Gauge R&R shall use calibrated instruments. The Repeatability&Reproducibility of the preocess shall be established. | |
| 9 | Dimensional Results | X | X | V | X | Internal document. | Inspection and Test Parameters shall be established. Check percentage and frequency needs to ensure that the process constantly meets product requirements. | |
| 10 | Design Verification Plan & Report | V | X | V | X | Design Record/ Drawing. | Report of all tests and inspections conducted on the product shall be produced. | |
| 11 | Initial Process Capability Study | V | X | V | X | Process Capability Study. | SPC (Statistical Process Control) charts shall be produced for critical characteristics. Statistical process control shall ensure that critical processes have stable variability and consistently run to nominal values. | |
| 12 | Qualified Laboratory Documentation | V | V | |||||
| 12 | First Off Sample Pieces | X | V | X | Record to include picture & archive location. | A sample from the initial batch is retained by the organization. | ||
| 13 | Appearance Approval Report, if applicable | V | V | V | V | V | Industry standard. | Only required for cosmetic requirements. Also used if such information is not clearly defined in drawings / documents. |
| 14 | Master Samples | X | X | V | X | Labelled in accordance with PPAP documents. | A Master Sample shall be approved by the Customer and the Organization. The Master Sample shall be used for inspection training purposes. | |
| 15 | Test / Inspection Equipment | X | V | X | MSA R&R/ QCI R&R MSA. | All test/ inspection Equipment document shall be documented. This record shall include illustrations,calibration records and dimensions. | ||
| 16 | Customer Specific Requirements | X | X | X | X | X | As specified by customer. | The Customer may have specific requirements that need to be included in the PPAP package. The Customer shall be approached for their PPAP expectations. |
| 17 | Part Submission | X | X | X | V | X | Controlled internal documents regarding reason for submission. | Document summarises entire PPAP package and is provided for Customer acceptance/ rejection. |
| Supporting Documents. | ||||||||
| a | Tooling information | V | Internal document. | Applies to all tooling. Information shall include dimensions, maximum cycles, ownership, pictures. | ||||
| b | Product Preservation | V | Internal document. | Identify in-process and final packaging arrangements/ requirements. | ||||
| c | Specification Deviation record | X* | X* | X* | X* | X* | Internal document. | Used for any non-conformance that requires review by Organization to provide for approval of the PPAP submission. The supplier must provide a recommended action plan for any issue identified on the specification deviation form. |
| d | Sub-Supplier PPAP | V | Internal document. | Required for all submissions except Level 1. Must be signed by an authorized customer representative. |
Definitions / Legend
| Level 1 | PSW only. Appearance Approval Report if requested. Applies to; non-critical parts / raw materials. Re-certification of Parts previously approval at Levels 3, 4 or 5. |
| Level 2 | PSW and limited supporting data submitted to the customer. Applies to; material changes, drawing revisions. |
| Level 3 | PSW, product samples and complete supporting data submitted to the customer. Defaut submission level. Applies to; all new parts, changes that could affect reliability or perfomance, products resourced from alternative suppliers. |
| Level 4 | PSW and other customer defined requirements. Special applications only. Requires approval from customer PPAP representative. |
| Level 5 | PSW and product samples with complete supporting data, reviewed at the Suppliers manufacturing location. Applies to; on-site review by Customer. |
| Required: | X |
| Not required | |
| As requested: | V |
| If applicable: | X* |
Triggers for PPAP process
- New parts .
- Changes to the product.
- Changes to the production process.
- Interruptions to production lasting longer than 12 months.
- Changes to tools.
- Changes to/at sub-suppliers.
If a serious defect is detected in a product or production process Customer has the right to require the supplier to repeat the PPAP process.
Reporting of Part material Composition
Organization shall provide evidence that all material/ substance composition reporting that is required by the customer has been completed for the part and that the reported data complies with all customer – specific requirements.
The requirements associated with IMDS reporting are required for the full approval of the PPAP documents.
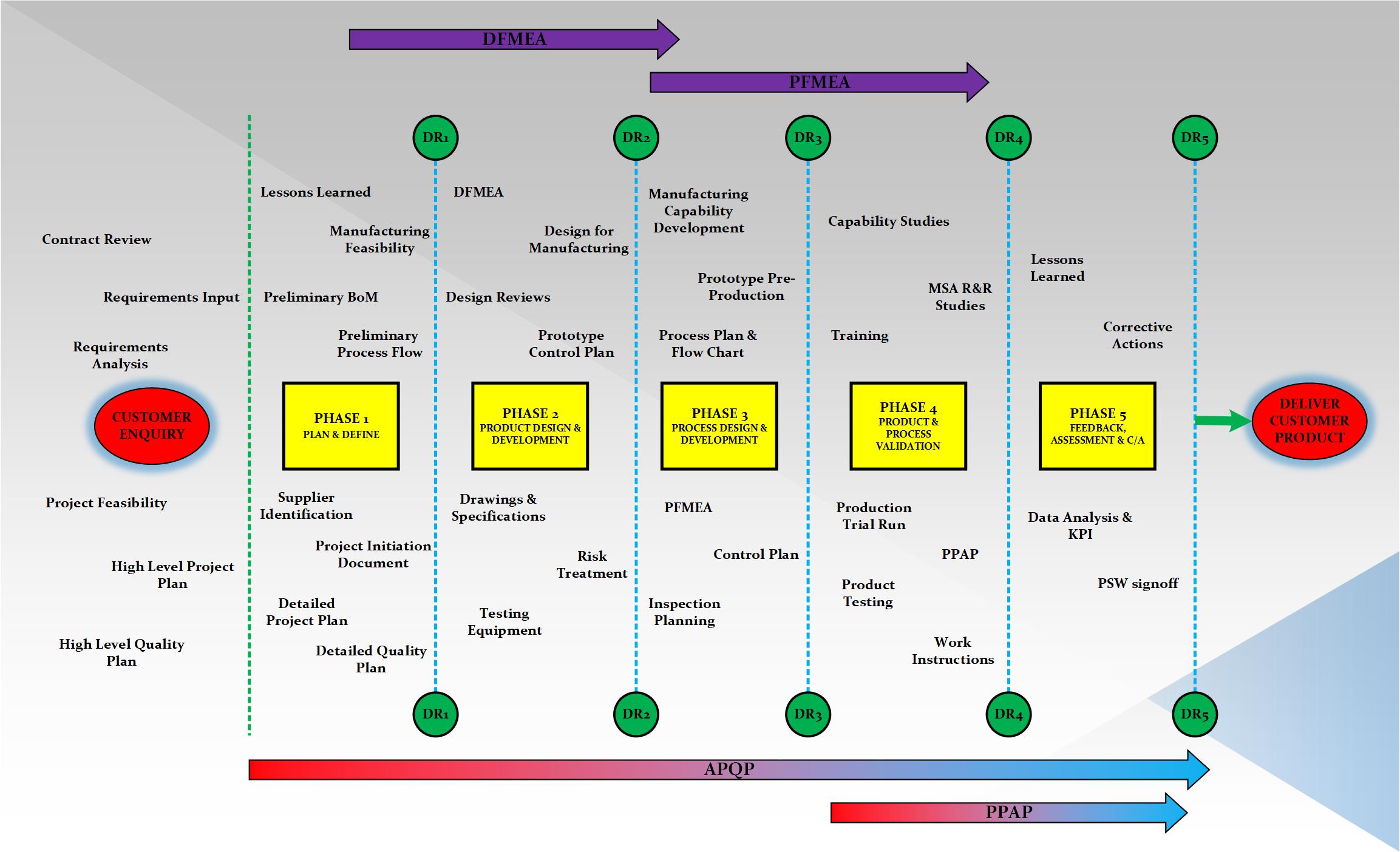
PPAP as part of aPQP
The PPAP package is closely related to the Advanced Product Quality Planning Process (APQP) used during the design and development of new vehicles to reduce the risk of unexpected failure.
Advanced product quality planning (or APQP) is a framework of procedures and techniques used to develop products in industry, integrating quality tools with management functions.
It is a defined process for a product development system developed by General Motors, Ford, Chrysler and their suppliers and is now generally recognised, internationally, as standard practice within the automotive and aviation sectors.
According to the Automotive Industry Action Group (AIAG), the purpose of APQP is:
Free Estimation
Request a quote
Please describe your requirements and products/ materials involved.